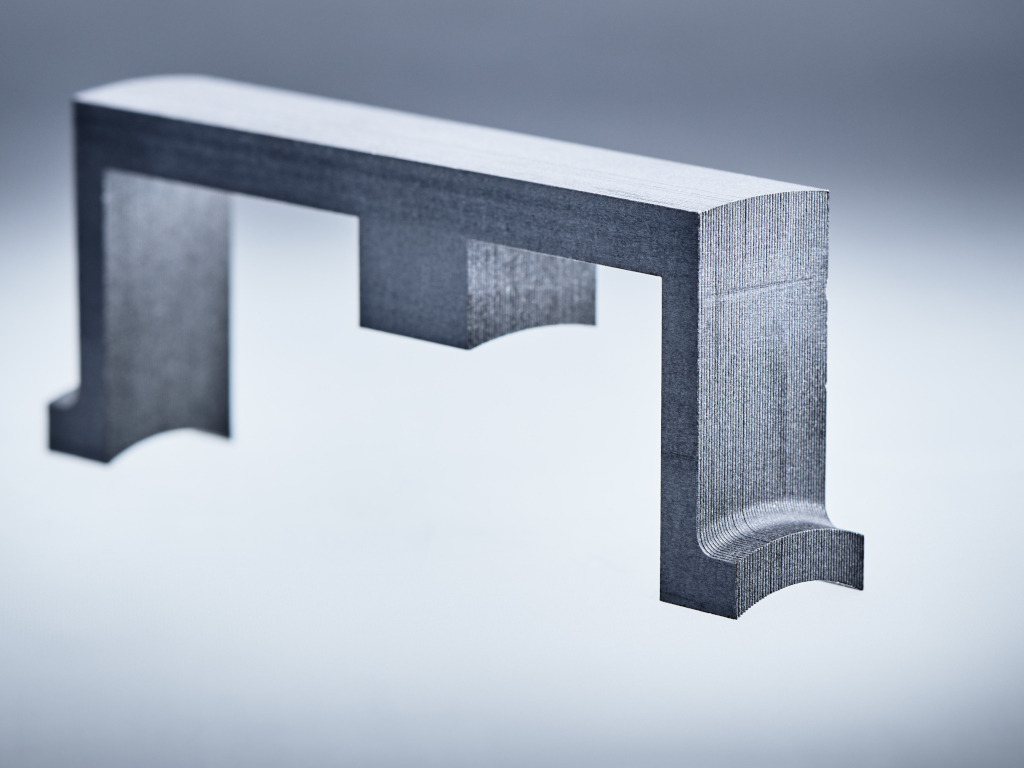
You can choose between a variety of different stacking technologies to create a complete stack out of individual laminations. Bearing in mind the need for mass production at a later stage, it is worth thinking about the optimum choice of stacking system at an early stage. Each of these stacking systems is associated with its own advantages and disadvantages.
To give you some insight into this subject, each of the major systems is described as follows:
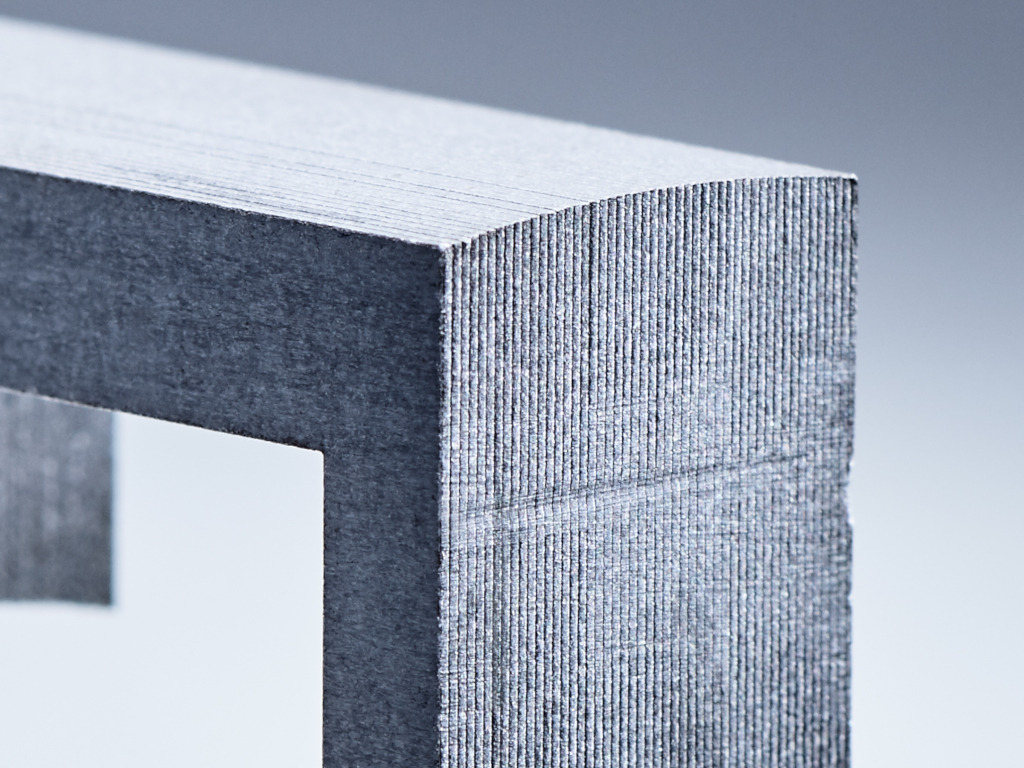
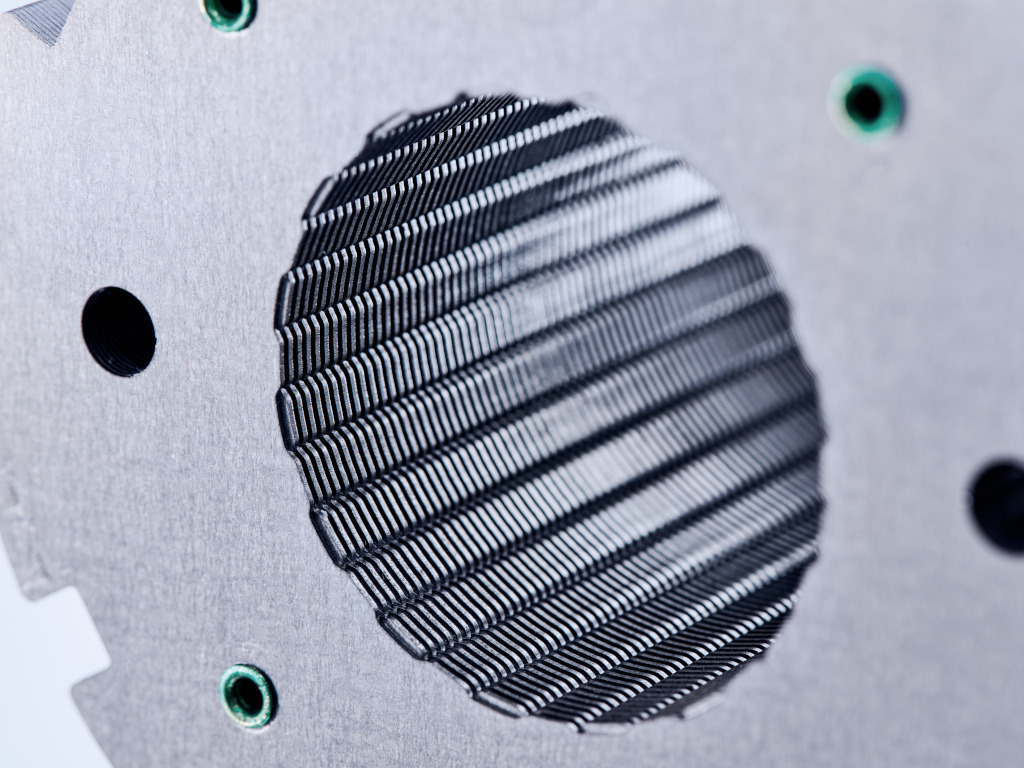
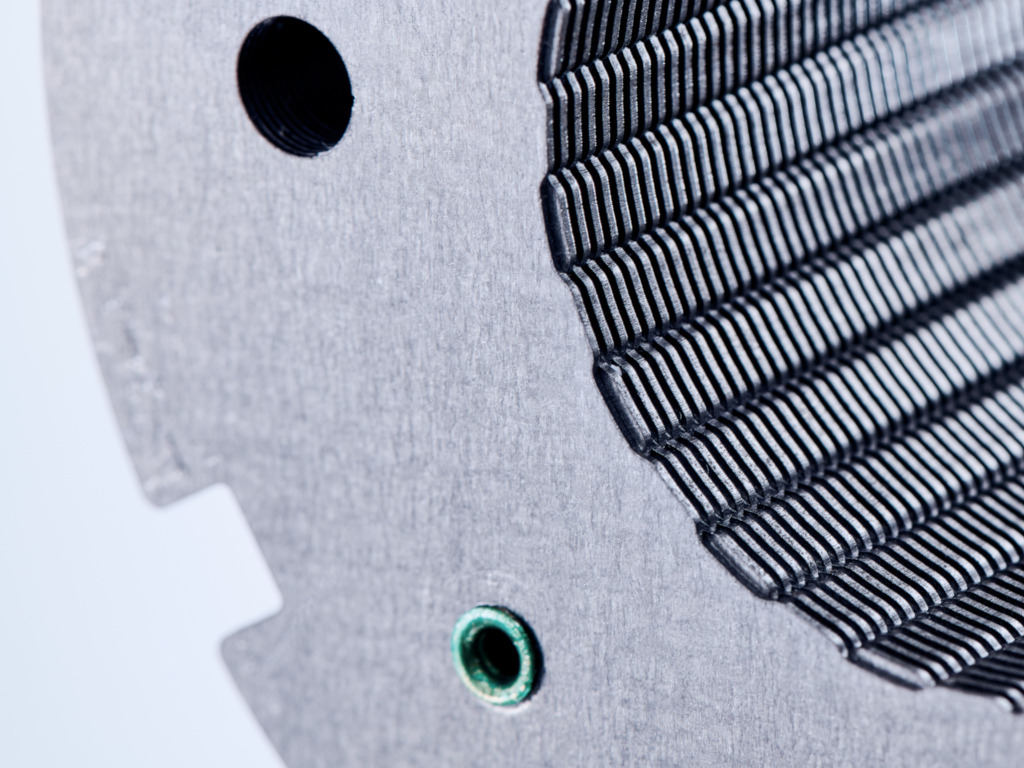
We work with state-of-the-art stacking methods and act as a development partner and interface between the producers of varnish and those of sheet steel. We developed measuring devices specifically to analyse bonding varnish, so that we could individually adjust the parameters of force, distance, temperature and time, and optimise the processes.
With our support, the properties of the bonding varnish have been continuously improved, and the areas of application suitable for bonding varnish have steadily expanded.
Bonding varnish technology meets extremely strict requirements and maximises customer benefits.
Naturally, we also undertake regular roller peel tests in line with DIN 53289, to ensure that the bonding varnish does not fall below the required adhesive strength.
Benefits
The important consideration when we produce prototypes is for the products to be manufactured in a way that is as close to mass production conditions as possible, so that the results are realistic.
We therefore constantly strive to adapt and expand our machine shop to meet the needs of our challenging and highly diverse customer base.
This saves our customers a great deal of time and money when they are developing new products.
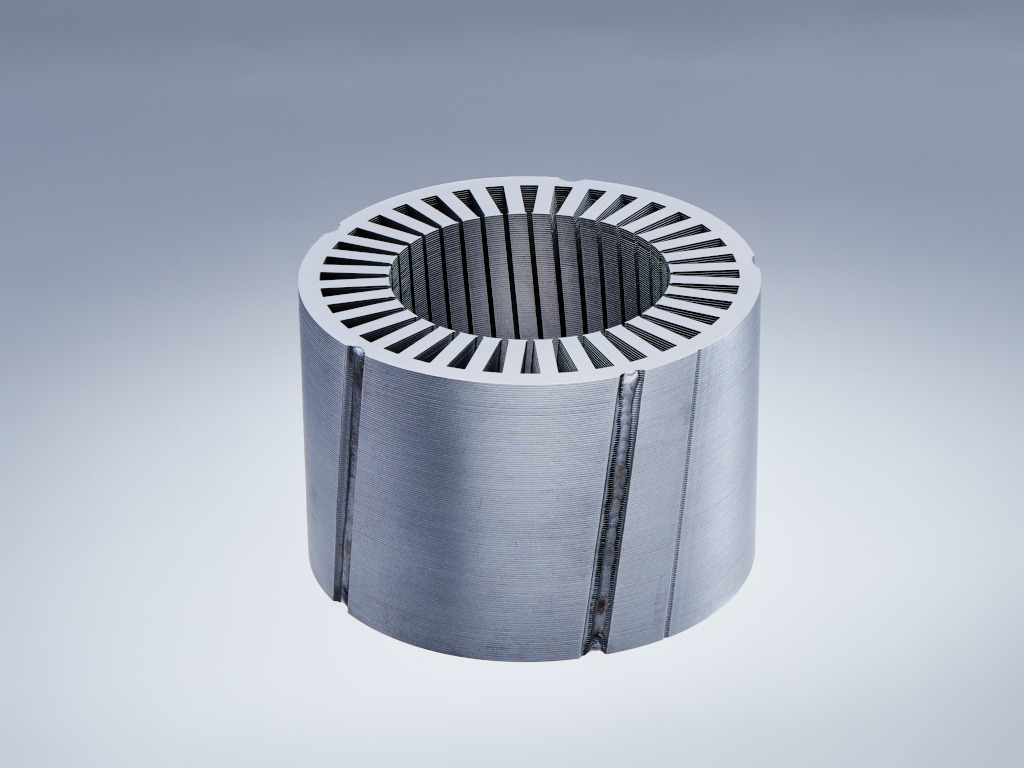
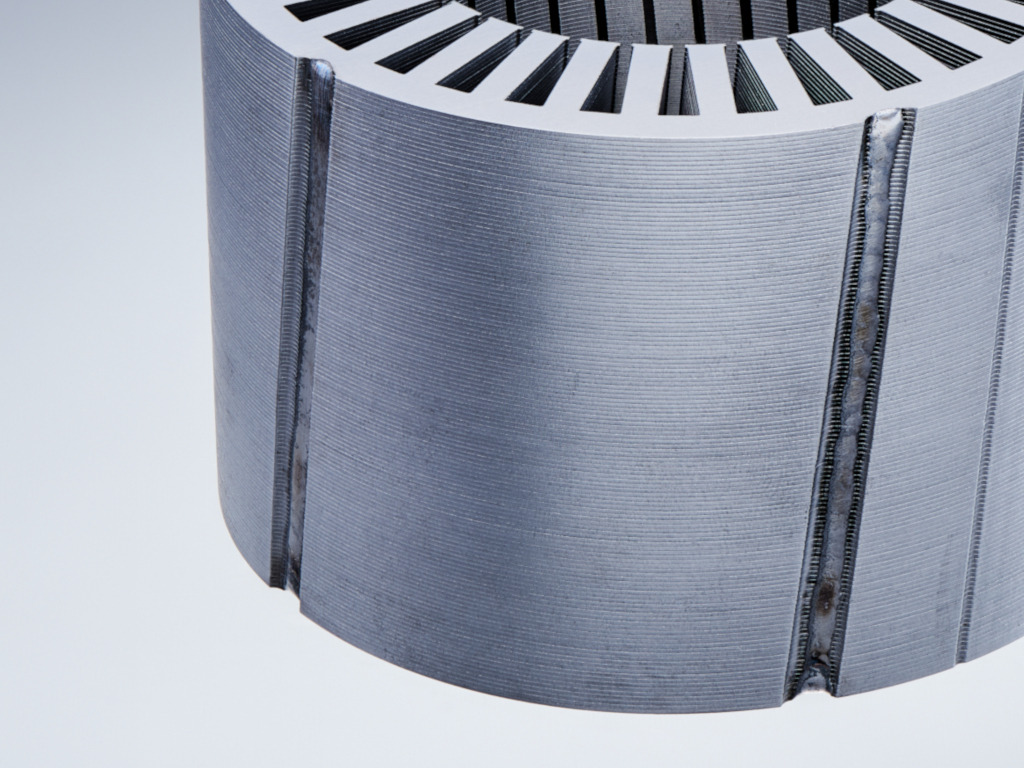
In order that we can offer you an all-round lamination stacking service, we operate a state of the art laser welding shop, where we can undertake laser welding with a high level of process reliability, even on high-silicon electrical steel sheet.
Benefits


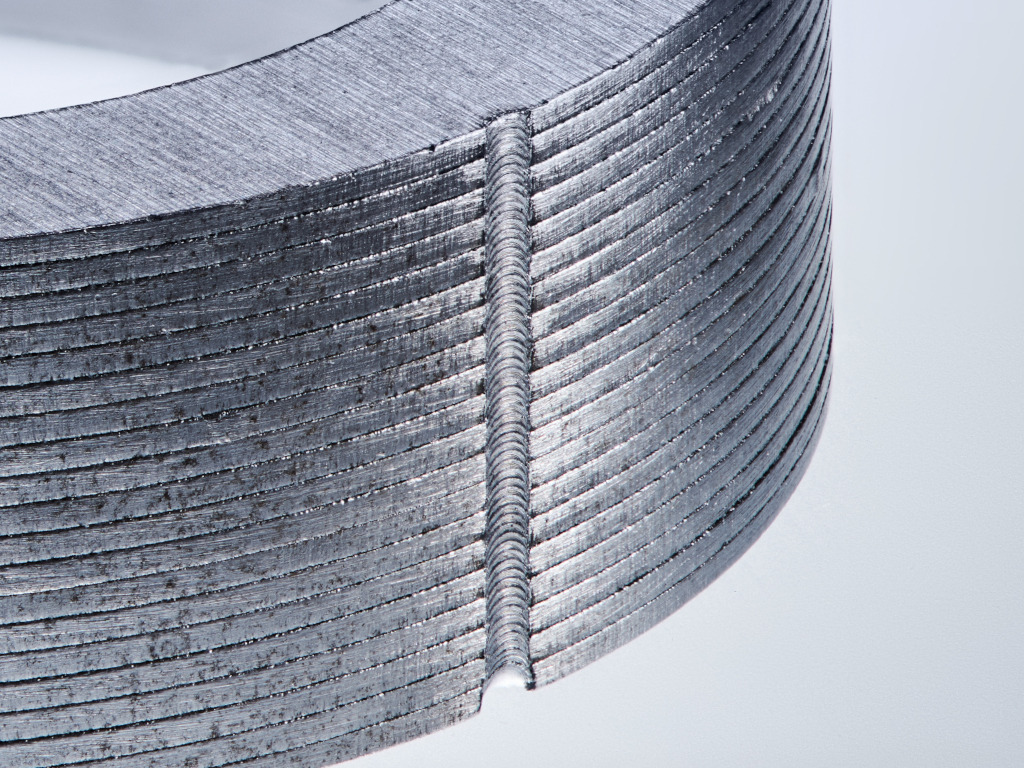
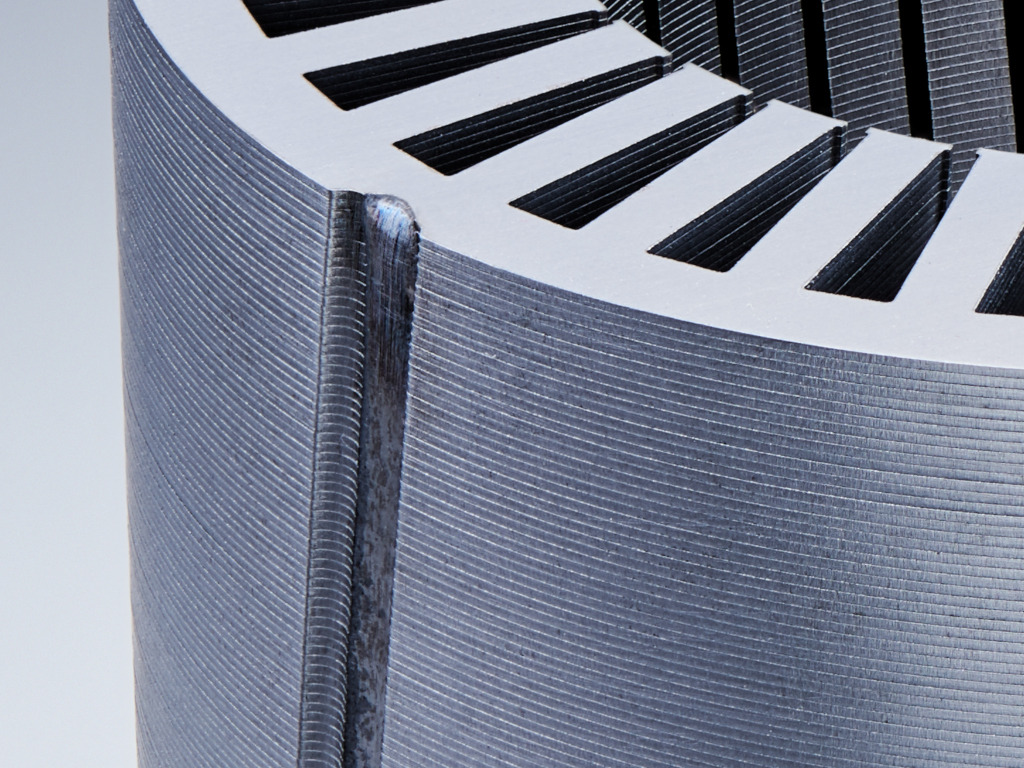
Conventional TIG welding technology is still widely used for stacks, and is characterised by its relatively strong weld seam. Anyone who has ever done any manual welding knows that producing a clean weld seam is not an easy task.
Because we manufacture prototypes and small runs, it is all the more important for us to achieve cleanly welded seams from the very beginning, so that they do not fail. This is only possible because of the solid expertise of our employees, who know precisely which set-up needs to be used for which material.
Benefits
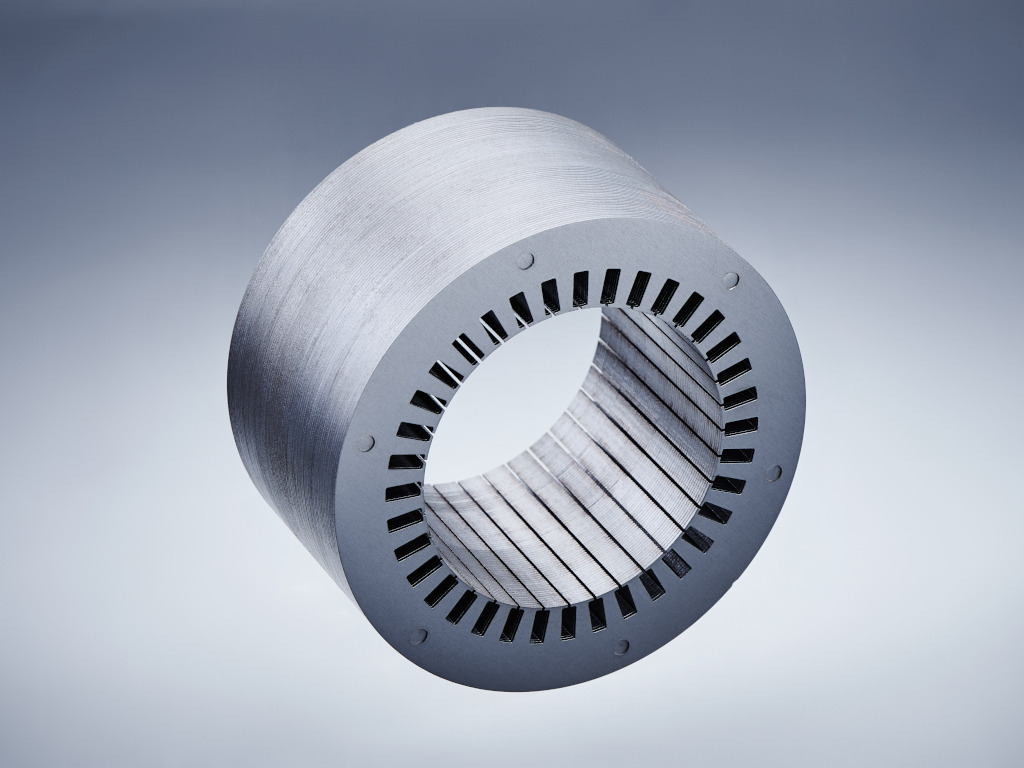
In order to replicate your future mass production process as closely as possible, even at the prototype stage, we can also use an “interlock simulation” to manufacture your motor stack. The reason we call this process an interlock simulation is because the contour of the lamination is laser cut and only the studs are stamped into the individual laminations on a suitable pre-production tool. Because the studding tool is almost a mass-production tool, however, it takes a certain time (and cost) to manufacture it – which means that the stacking processes described previously are preferable for the more urgent projects.
Method
Benefits

Of course, we can also use riveting technology to manufacture stacks. In this case, we use rivets to fasten the loose laminations together to form a motor stack.
We prefer to use hollow brass rivets with diameters ranging from 1.5mm to 8.0mm. This method can be used for core lengths of up to 230mm. However, this stacking method is more expensive compared to the processes described previously.
Benefits
Compared to welding: no input of heat into the material and no distortion

To provide a somewhat clearer overview, we have illustrated the various different technologies in the diagram below and highlighted their individual advantages. It is quite obvious that bonded stacks provide the best properties, but mass production is still relatively expensive.

We run a mechanical workshop of our own, where we can carry out any post-processing of the motor lamination stacks that may be required, so that we can meet your greatest challenges and highest requirements to achieve precision in your motor stacks and assemblies. We can achieve diameter tolerances to at least Class 6 with parallelisms in the hundredths of a millimetre – if your project specifications require this level of precision. Equally, we can provide consistent, thorough process and project coordination between the engineering / laser production / subassembly production / mechanical production functions, without any delays. Speed is (almost) everything...
In connection with the lamination stacks for electric motors, we also produce housings, shafts, press sheets, balancing plates, etc. For example, we can manufacture non-wound, ready-to-wind stators and ready-to-install rotor assemblies. And all from a one stop shop with a correspondingly short delivery time.
We make all the necessary stacking tools and gauges in house too, of course.
We would be pleased to help you with the following processes:
We would be pleased to help you with the following processes: